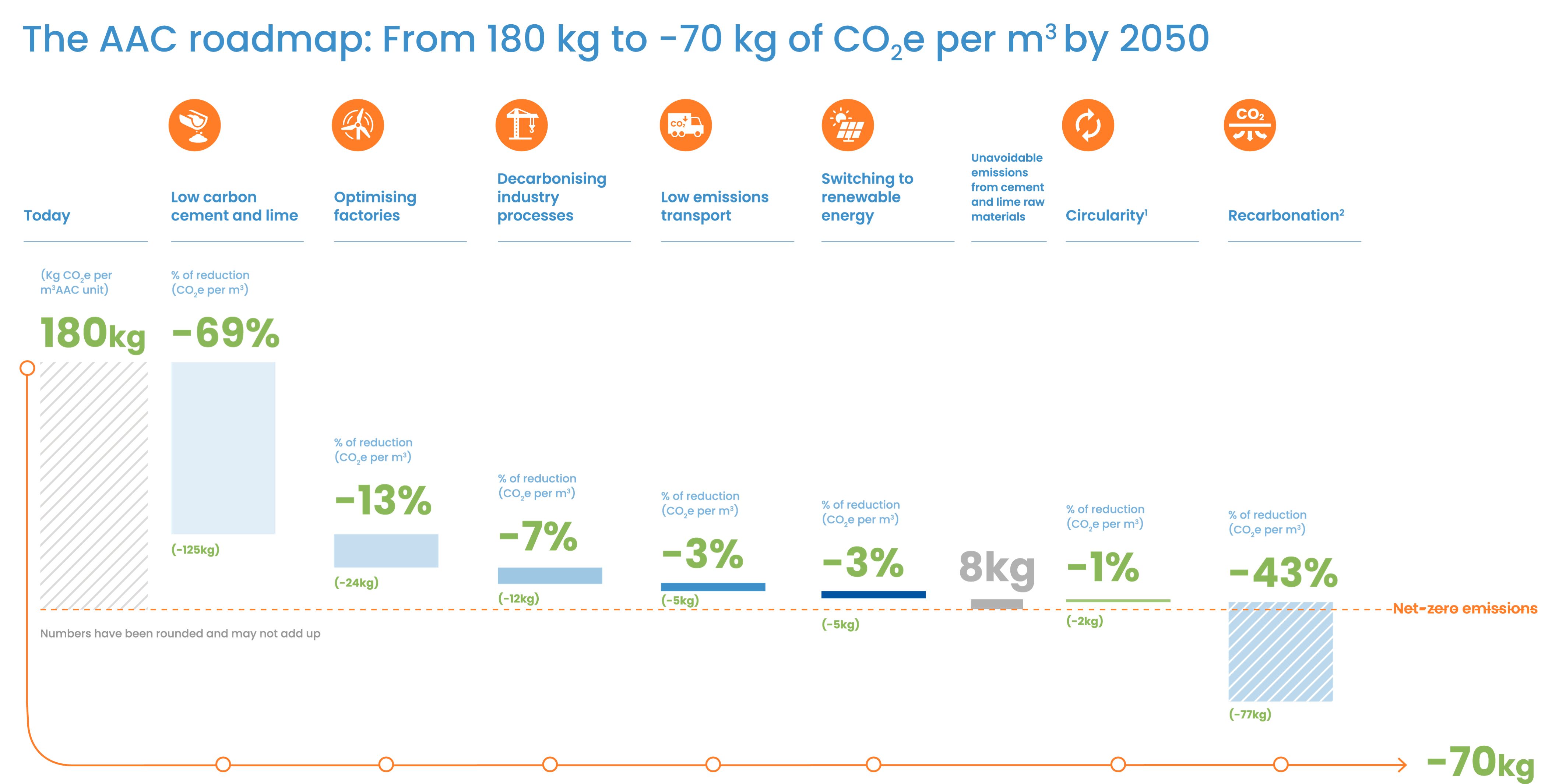
The use of low-carbon cement and lime binders in the production of AAC would reduce the overall carbon footprint for AAC by 69%. According to industry decarbonisation roadmaps, net-zero cement and lime will be achieved through the use of:
Emissions associated with the production of AAC are significantly lower than those from cement and lime. Efficiency improvements together with switching to renewable energy sources to power autoclaves, dryers, shrink-wrapping units and forklifts within factories would reduce emissions by 13% through the following steps:
- Improvements in process control and modernisation of plant equipment
- Replacing fuels such as lignite, coal, heating oil and diesel with fuels with lower CO2 emissions, such as natural gas and biodiesel
- Switching from natural gas to renewable electricity or to hydrogen when available
Decarbonising construction site assembly, and demolition and disposal
These industry processes lie with companies
downstream in the value chain from AAC
manufacturers. As they decarbonise in line with
Europe’s climate goals, it is expected that 7% of AAC
life-cycle emissions will be removed.
Low emissions transport
Working with transport suppliers that provide low or no emissions transport services for transport of raw materials to the factory, and for transport from the factory to to the construction site would reduce emissions by 3%.
Switching to renewable energy
Switching to 100% renewable electricity for ball mills,
offices, warehouses and other facilities would reduce
emissions by 3%.
Circularity
Adopting circular processes for the recycling and reuse of AAC has the potential to reduce emissions by up to 15% initially, then declining to 1% by 2050 as the cement and lime raw materials are decarbonised. For AAC production, up to 20% of the cement and lime raw materials can be replaced through the use of:
- AAC scrap, cracks and leftovers occurring from production
- Leftover AAC cuttings from construction sites
- AAC recovered from building demolition rubble
With annual waste-volumes of AAC expected to exceed production volumes in Europe from 2040 onwards, there is significant potential to establish an industry-wide circular economy process for AAC.
Recarbonation
Cement-based products absorb CO2 during their lifespan, acting as permanent carbon sinks during the use phase of a building and when it is pulled down and recycled. This process of recarbonation would reduce overall emissions by 43% and has the potential to make AAC products carbon negative. As indicated in the EPD, AAC products can absorb 77 kg CO2 per m3 if complete recarbonation is achieved. Recarbonation reaches around 80% after 50 years and 95% by 80 years. This roadmap assumes a 95% recarbonation rate.
Beyond net zero
Fully implemented, these levers deliver a decarbonisation roadmap for AAC products that reduces emissions from 180 kg to -70 kg of CO2e per m3 by 2050, thereby removing more carbon from the atmosphere than is produced.
{kind=link}


